全国招商热线
023-68904156 18883459688

全国招商热线
023-68904156 18883459688

名称:重庆津腾物资有限公司
联系人:彭老师
电话:023-68904156
手机:18883459688
18883459188
邮箱:953455303@qq.com
地址:重庆市大渡口新龙文钢材市场A156
网址:www.jintengwz.com
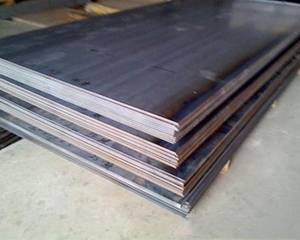
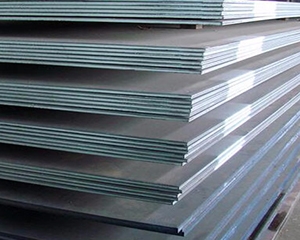
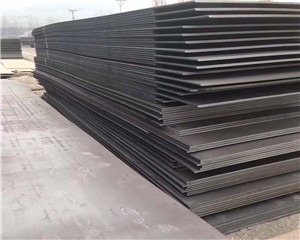
开平板是一种质量好,产品性能好的普通钢板,常用于各种机械制造行业,深受用户喜爱。生产过程中影响平板形状的因素有哪些?接下来我们来看看平板厂商。
1.轧辊的弹性弯曲变形。使辊缝中部和尺寸要求大于边缘尺寸,带钢边缘产生不同的凸度,从而使带钢边缘变薄。轧制过程中的压力越大,轧辊的弹性弯曲变形能力越大;辊径影响越大,刚度越好,弹性弯曲变形程度越小。
2.轧辊热膨胀轧件变形和轧件与轧辊摩擦产生的热量会使轧辊发热.冷拉链润滑剂会使卷冷却。由于沿轧辊长度方向的加热和冷却不一致,在各种因素的影响下,轧辊中部的热膨胀大于两端,使轧辊产生热凸度,影响辊缝形状。
3.滚轮磨损。轧辊磨损的因素很多,如:轧辊与带材、轧辊的表面光洁度与硬度、压力轧制与轧制速度、工作辊之间向前滑动与向后滑动的大小、支撑辊的滑动等,都会影响轧辊磨损的速度。此外,轧辊磨损沿辊身的长度方向不均匀,会影响辊缝的形状。
4.轧辊的弹性压扁。在轧制过程中,由于轧制过程中压力的作用,带钢与工作辊之间、工作辊与支承辊之间的发展会导致心理弹性压扁。影响辊缝形状的不是轧辊弹性压扁的改善值,而是沿辊身长度的研究方向压扁程度的不同。由于管理工作辊和支承辊之间的接触时间通常比带钢和工作辊之间的接触长度长,所以接触长度上各点的压力不同,这使得辊之间的弹性压扁值沿着辊体长度的主方向非常不均匀。工作辊和支承辊之间的不均匀压扁导致辊缝形状的变化。
5.轧辊的原始辊型。当原始辊形不同时,辊缝形状可以人为不同。在生产中,我们使用原始辊型来补偿上述因素对辊缝的影响。
 在线咨询
在线咨询